Как правильно спаять медные трубы. Как правильно паять медные трубы: технология, материалы, нюансы. Как соединяют медные трубы
Каждый вид строительного материала требует индивидуального подхода при обработке. Часто требуются услуги профессионалов, которые стоят недешево. Но если иметь определенные навыки и освоить азы, тогда многое можно сделать самостоятельно. Например, пайка медных труб своими руками - не такая сложная задача, как может показаться вначале. В этой статье будет рассказано о необходимых инструментах и нюансах такого вида работ.
Почему медь
Пайка - один из самых надежных способов соединения труб. Именно такой вариант будет приемлем, если вы собираетесь скрыть разводку в стене, не переживая о том, что когда-то что-то может потечь и придется делать дорогостоящий ремонт. Вот некоторые преимущества использования меди:
- Универсальность. Практически нет ограничений в применении. Это может быть водопроводная система в доме. С их помощью можно организовать качественную систему отопления. Кроме прочего, такой материал используют в холодильном оборудовании, кондиционерах и медицинских приборах.
- Устойчивость к хлору. Периодическая дезинфекция воды приводит к разрушению обычного металла, чего не скажешь о медных трубах.
- Антисептические свойства. Благодаря своему составу медь препятствует развитию бактерий, жизнедеятельность которых плохо сказывается на здоровье человека.
- Продолжительный срок службы. Срок службы без какого-либо вмешательства может достигать 100 лет с гарантией того, что не возникнет никаких аварийных ситуаций.
- Высокая пластичность. При монтаже материалу можно придать любую желаемую форму. Для этого лучше всего использовать специальные трубогибы, которые препятствуют заламыванию.
- Доступность материала и фитингов для соединения.
- Устойчивость к перепадам температур. Разброс может находиться в пределах от –100°C до + 250°C. При этом металл не теряет своих свойств и прочности.
- Устойчивость к возникновению наростов и засоров. Внутренние стенки являются очень гладкими, поэтому твердым частицам просто не за что зацепиться.
- Стойкость к окислению. При взаимодействии с кислородом на поверхности меди образуется защитная пленка, которая препятствует протеканию дальнейших химических реакций.

Обычно не может быть все идеально, поэтому к выбору стоит подходить учитывая две стороны медали. Есть и недостатки:
- Относительно высокая стоимость. Это правда, что по денежным затратам такой материал нельзя назвать дешевым, но полученный результат во много раз превзойдет и с лихвой компенсирует все затраты.
- Медь - хороший проводник. Это значит, что весь контур обязательно должен быть заземлен. Малейшая утечка в электросети приведет к поражению током потребителей.
- Невозможность применения в паровом отоплении. Это относится только к тем видам, где применяется метод пайки при низкой температуре.
- Некоторая сложность монтажа. Для того чтобы все делать качественно, необходимо будет приловчиться и затратить большое количество времени.
- Необходимость применения защитного рукава. Это, скорее, особенность, чем недостаток. Такое решение потребуется в тех случаях, когда есть необходимость сделать скрытую разводку. Дело в том, что некоторые строительные смеси могут содержать в своем составе вещества, которые хорошо взаимодействуют с медью, приводя к утонению стенок трубы.
- При соединении с другими металлами, например, сталью, потребуется применение латунных переходников. Это необходимо, чтобы предотвратить образование гальванической пары, что привело бы к разрушению места сочленения.

Обратите внимание! В последнее время большую популярность набирает медная труба с хромированием. Применяется она в мебельной промышленности. Из нее можно изготавливать различные замысловатые подставки и держатели.

Виды медных труб
В зависимости от конкретной цели, медные трубы могут быть наделены уникальными свойствами. По способу производства выделяют:
- Отожженные. Этот вариант был разработан для проектов с необходимостью высокой пластичности. Например, они применяются при прокладке фреоновых магистралей. Чаще всего такие изделия поставляются в бухтах. Работать с ними в некотором смысле легче.
- Неотожженные. Они обладают большей прочностью и жесткостью. Это как раз и необходимо для того, чтобы выдерживать давление системы и при этом не подвергаться деформации.

Существуют также различные изделия по форме. Чаще всего, это круглые, но есть и профильные - квадратные и прямоугольные. Второй подвид имеет специфическое применение для некоторых холодильных и сплит-систем. Толщина стенки может находиться в пределах от 0,8 до 3 мм.

Кроме прочего, были разработаны оребренные трубы. Их предназначением является быстрое рассеивание температуры, будь то для охлаждения или отопления. Конструкции увеличенных размеров. Могут применяться вместо стальных и чугунных радиаторов. Производство конструкции может происходить несколькими способами:
- Метод накатывания. За основу берется медный патрубок необходимого диаметра, сверху прессуется алюминиевая лента. При помощи специальных станков производится выдавливание ребер на материале.
- Метод наливки. Непосредственно на трубе при прокатке осуществляется формирование небольшого рифления. Следующий шаг – вдавливание профильной алюминиевой ленты, которая формирует ребра.
- Метод индукции. Две составляющих разогреваются при помощи воздействия тока высокой частоты. Далее производится их соединение, что приводит к их сплавлению.

Обратите внимание! При покупке мягкой медной трубы обязательно проверьте, чтобы торцы были закрыты специальными заглушками. Если этого нет, тогда мусор может свободно попасть внутрь. Для систем кондиционирования это может быть роковым фактом.
Температурные режимы

Как уже говорилось выше, существует два основных вида труб и для каждого из них есть свой метод пайки:
- При высокой температуре. Этот способ подходит для организации различных систем отопления, в том числе и паровых. Припой в этом случае приобретает необходимую консистенцию при достижении 900°C. Сочленения получаются достаточно жесткими и устойчивыми к различным воздействиям.
- При низкой температуре. В этом случае процесс протекает при температуре в 400° или немногим менее. Чаще всего применяется при монтаже бытовых систем.
В каждом случае потребуются соответствующие составляющие и соблюдение определенных требований.
Необходимый инструмент
Для того чтобы успешно завершить операцию по пайке медных труб, понадобятся инструменты и материалы.

Их существует несколько разновидностей. Все будет зависеть от того, для какого конкретно способа пайки она необходима. Некоторые изделия могут быть с небольшим съемным баллоном, другие оснащены большими емкостями. Для твердого или высокотемпературного соединения применяют газопламенные вариации (ацетилен-кислород, кислород-пропан, воздух-ацетилен). Для мягкой - ацетилен-воздух, воздух-пропан. В некоторых ситуациях совсем невозможно применять устройства, перечисленные выше, поэтому были также разработаны специальные электрические приспособления. Некоторые виды припоев допускают обработку обычным строительным феном.

Для различных видов пайки подбираются и разные припои. Для тех систем, где планируется наличие большого давления или других нагрузок, необходимо применять тугоплавкий материал. Обычно он выпускается в виде прутков. Температура его обработки - 650–900°. Чаще всего в его роли выступают соединения меди и фосфора. Также в их состав добавляют дополнительные примеси для того, чтобы осуществлялся процесс флюсования. Для низкотемпературной пайки расходный материал обычно выпускается в виде мягкой проволоки.

Это специальный состав, который создан для облегчения процесса пайки. Они также различаются в зависимости от того, для какого температурного режима предназначаются. Могут выпускаться как в жидкой консистенции, так и в пастообразной. Их задачей является очистка места будущего соединения от различных загрязнений, предотвращение проникновения кислорода для успешного протекания реакции, повышение текучести припоя, улучшение адгезии материалов между собой. Обычно на упаковках указано, для каких целей применяется тот или иной продукт.

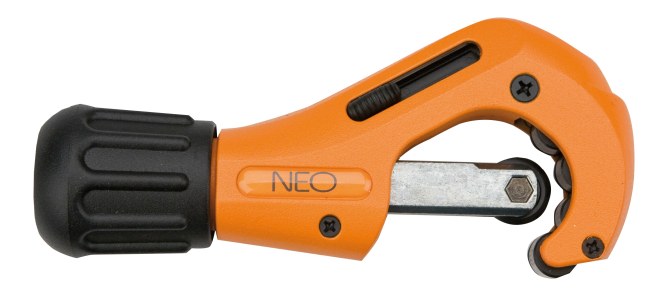
Труборез . Для медных изделий применяются роликовые изделия. Их точность намного выше, чем при обработке ножовкой по металлу. Также во втором случае будет образовываться стружка, которая впоследствии станет большой проблемой для всего механизма (это критично для систем кондиционирования и холодильников).

Она необходима для того, чтобы придать торцу трубы коническую форму, а также убрать заусенцы. Это во много раз облегчает процесс стыковки основного патрубка и фитинга.
Калибратор . Это специальный прибор, который позволяет увеличивать диаметр трубы до таких размеров, чтобы второй патрубок спокойно поместился внутри. При этом нужно помнить, что длина жала не должна превышать диаметр.
Обычная кисть . Применяется для нанесения флюса на место пайки.
Металлическая щетка . Понадобится для зачистки места примыкания трубы к фитингу.
Прокладка из огнестойкого материала . Позволит защитить стену или другие предметы при выполнении сварки по месту.
Медная труба и фитинги .

Техника безопасности
Процесс пайки сопряжен с высокой температурой, а также выделением различных веществ в процессе плавления материала.

Чтобы предотвратить несчастные случаи и вредное воздействие на организм человека, необходимо соблюдать несколько простых правил безопасности:
- Хороший доступ воздуха. Помещение обязательно должно интенсивно проветриваться. Пренебрежение этим условием может привести к отравлению газами и испарениями.
- Средства индивидуальной защиты. В процессе монтажа очень важно иметь перчатки, которые при термическом воздействии не расплавятся и не загорятся, что могло бы привести к серьезным ожогам. Обязательно использование очков, которые предотвратят попадание мелких частичек в глаза в процессе резки или при разлетании брызг, вследствие нагревания предметов. Желательно также применение средств для защиты дыхательных путей, например, респираторов. Они позволят предотвратить втягивание мелкой медной пыли.
- Правильное обращение с горелкой. Поджиг необходимо производить на безопасном расстоянии от легковоспламеняющихся веществ. Если применяются отдельные баллоны большой емкости, располагать их следует в согласии с требованиями, которые указывает производитель. Важно исключить воздействие на них прямых солнечных лучей или других источников тепла.
Процесс пайки мягким припоем

Этот способ достаточно прост и легко осваивается новичками. Важно соблюсти лишь следующие шаги:
- Делается разметка отрезка, который необходим для конкретного участка. При этом необходимо учитывать, какая часть зайдет в соединительный фитинг. Этот момент очень важен, ведь утопленная часть не должна быть слишком маленькой, т. к. это не даст материалу хорошо состыковаться, но она и не должна быть слишком большой, чтобы не создавать напряжение, которое сократит срок службы.
- При помощи ручного трубореза осуществляется обрезка.
- Кромка тщательно обрабатывается, чтобы убрать заусенцы и придать фаске форму конуса.
- Часть трубы, которая будет заходить в фитинг, зачищается наждачной бумагой.
- При помощи металлической щетки-ершика или наждачной бумаги зачищается внутренняя поверхность фитинга.
- После такой обработки необходимо вставить трубу в соединитель и проверить, заходит ли она на необходимый уровень
- При помощи обычной кисточки на зачищенное место трубы, а также внутреннюю поверхность фитинга наносится флюс.
- Труба вставляется внутрь до упора, для этого предназначен специальный бортик. Патрубок необходимо немного провернуть, чтобы флюс распределился равномерно.
- При помощи тряпки убирается излишек флюса, который выступил на поверхность.
- Следующим шагом будет осуществление нагрева. Начинать его нужно с трубы и плавно передвигаться к месту перехода, где и будет производиться спайка.
- При достижении определенного уровня, необходимо взять припой и прикоснуться к месту соединения. В случае если он не начал моментально приставать, необходимо продолжить нагрев.
- Важно избегать перегрева. Это приведет к выгоранию флюса и плохому контакту с припоем.
- Когда припой начинает плавиться, его необходимо прижимать к горловине, чтобы он мог заходить внутрь соединения. Пламя горелки должно немного опережать его, чтобы он просто не скапывал на поверхность от сильного жара.
- Для горизонтального шва необходимо осуществлять движения снизу вверх, сначала с одной стороны, потом с другой. Для вертикального - как будет удобно в конкретном случае.
- После остывания необходимо влажной тряпкой удалить нагар, а также остатки флюса.

Обратите внимание! Ни в коем случае не ускоряйте процесс остывания. Он должен протекать с естественной продолжительностью. Если не соблюсти этого, то в шве могут появиться микротрещины, которые нарушат герметичность.
Процесс пайки твердым припоем

Такой вид пайки подходит для труб с диаметром больше 22 мм, а также там, где рабочая температура будет выше 175° C. Шаги по подготовке трубы и фитинга будут такими же, как описано выше.
- При помощи тисков или другого приспособления соединяемый узел необходимо прочно зафиксировать. Он должен быть неподвижным на протяжении всей операции.
- Прогрев начинается с трубы. Делать это нужно в 2–3 см от места контакта. Двигаться следует вокруг патрубка и по направлению к месту спайки. Нельзя долго держать горелку на одном месте, это может привести к повреждению исходного материала.
- При использовании медно-фосфорного припоя необязательно использовать флюс. Но он может выступать в роли индикатора. Им можно обмазать место стыковки и прогревать. Когда он станет прозрачным - самое время начинать действовать.
- Когда температура достигнет необходимого уровня, припой будет без усилий растекаться по подготовленному месту. Не следует направлять пламя прямо на него, необходимо вести его с небольшим опережением.
- Правила ведения припоя для горизонтальных и вертикальных стыков такие же, как описывалось для предыдущего случая.
- После завершения процесса остывания место обработки протирается влажной тряпкой для удаления нагара и остатков флюса.
Обратите внимание! Если диаметр трубы 1" и больше, то это может создать проблемы при нагревании места пайки. В этом случае необходимо прогреть сам фитинг, а потом уже трубу и горловину. Дополнительно можно использовать вторую горелку, которая будет поддерживать постоянное значение разогретости.
Некоторые ошибки

Перед началом сборки всей системы лучше взять несколько отрезков трубы и соединителей, чтобы потренироваться. В процессе могут возникнуть некоторые дефекты, их причины следующие:
- Трещина в шве. Причина - быстрое охлаждение, как описывалось выше.
- Деформация трубы или фитинга. Причина - слишком продолжительный разогрев. Обычно хватает примерно 20 секунд для того, чтобы материал дошел до кондиции.
- Плохое схватывание припоя. Причина - недостаточная предварительная обработка. Очень важно снять небольшой слой, чтобы зазор между трубой и фитингом составлял несколько сотых долей миллиметра. Это даст возможность соединителю зайти внутрь.
- Сгибание в месте стыка. Причина - недостаточно утоплена труба в фитинг.

Некоторые действия потребуют определенной сноровки. Но после хорошего обучения в бою обязательно будет легче. Теперь, зная, как паять, и придерживаясь основных правил, вы обязательно достигнете успеха в своей работе.
Видео
Наглядно процесс пайки показан в следующем видеоматериале:
Перед тем, как паять медные трубы, необходимо детально выучить характеристики этого трубопрокатного сортамента.
Прежде всего, нужно отметить, что данные материалы отличаются большей гибкостью и более высокой устойчивостью к внешней среде, если сравнить их со стальными вариантами.
Поэтому при выборе предпочтение выпадет на сторону меди. Такая труба простоит в доме ровно тот срок, сколько прослужит само строение. При условии, что эти изделия соединены пайкой, их смело разрешают прятать в стенку или под бетон.
Для обогревательной и водопроводной сети изготовляют медные трубы высочайшего качества. Огромный спектр их положительных характеристик не становится меньше на протяжении всего времени использования.
От применения этого стройматериала заставляет отказаться только их высокая цена. Но, в данном случае она вполне оправдывает себя высоким качеством.
Резьбовое соединение – медные фитинги под опрессовку
Видео
В основе процесса пайки расположен капиллярный эффект. При этом припой равным слоем ложится по сечению трубы. Также в процессе применяют специальные фитинги, которые подбирают отдельно для каждого диаметра трубопроката.
Видео
Также в процессе действий используют припой и флюс. А сам метод пайки разделяю на два подвида:
- высокотемпературный;
- низкотемпературный.
Видео
Низкотемпературное (мягкое) спаивание . Применяется при конструировании трубомагистрали для транспортировки жидкости и газа.
Рабочая температура при процессе превышает 110 градусов. Этот метод применяют для сортамента с объемом от 0,7 до 11 см. Патрубки, толщь стенок которых больше 0,16 см и объемом, превышающим 11 см, соединяют посредством сварки.
Из мягких типов для изделий из меди чаще других используют товары L-SN AG5 и L-SN SB5. Высоко востребованными являются варианты из олова с небольшой добавкой серебра и сурьмы.
Показатель рабочей температуры таких товаров находится в пределах двести сорока градусов. Их разрешают применять в сетях обогрева, для подачи разной воды в пищевой промышленности.
Цифры 40, 50, 60 обозначают процентный состав олова в данных видах. Температура их плавления составляет 190, 210 и 235 градусов. При более высоких составах олова в сплаве, ниже показатель температуры плавления при спаивании.
Видео
Низкоплавкие варианты на алюминиевой основе используют обширно. На проведение мероприятий с медными изделиями по монтажному зазору советуют использовать вид L-AL SL12 .
Сюда же относят продукцию с составом серебра не меньше одной четверти сплава. Диапазон плавления данного материала составляет 600-800 градусов.
Еще необходимо отметить вид L-AG 40CD . Он тоже содержит 20% серебра. Спектр показателя температуры плавления колеблется в рамках от 600 до 635 градусов. Его можно встретить при работах не только с медными заготовками, но и с другими металлами.
Для создания максимально прочных стыков посредством мягких, медных и серебряных сплавов советуют оставлять монтажный зазор размером в 0,02-0,04 см.
Более детальную информацию по работе сплавов есть возможность получить по маркировке на DIN или попросить совета у профессионального мастера.
При таких условиях радиаторов требуется меньше . Но, если они идут в закрытой прокладке, то им требуется тщательная изоляция. Иначе теплоноситель будет передавать свое тепло стенам.
При вопросе, как заизолировать медные трубы отопления, скрытые в монолит (пол, стенки), все можно решить следующим образом. Их от механических повреждений, вызванных скачками температуры носителя тепла, отлично защитит гофра .
Халдаген при этом транспортирует два патрубка из меди разного диаметра. Заготовка меньшего диаметра транспортирует жидкий фреон, а другая – газообразный фреон.
Этот металл в данной ситуации выбрали не просто так, она отличается высокой устойчивостью при контакте с фреоном.
Такие патрубки от кондиционеров отлично поддаются пайке. Для припоя рекомендуют фосфорно-медный и серебряный вид . А сами агрегаты демонстрируют высокую устойчивость относительно растяжения.
Видео
Если коротко описать, как паять медные трубы для кондиционеров, то это будет выглядеть так:
- Вначале избавляются от оксидной пленки. Делают это шлифовочной шкуркой.
- После этого на очищенные участки наносится флюс.
- Фитинг состыкуется с трубой. При этом нельзя забывать о полумиллиметровом зазоре.
- Место стыка прогревается при температуре почти в триста градусов. Нагрев осуществляют газовой горелкой. Делают это равномерно, плавно перемещая пламя вдоль конструкции.
- После тога как окончили паять, обязательно необходимо промыть систему, иначе остатки флюса спровоцируют коррозию металла, а это повлечет за собою поломку кондиционера.
Паяльники «Dremel»
Проблема, как паять медные трубы легко решается с паяльником Dremel. Эти небольшие горелки на газу в состоянии жечь, паять и разрезать. Они легко удаляют старую краску, размораживают и разогревают для сгибания трубоматериалы.
Стоит паяльник «Dremel» в пределах 2000 рублей. С таким устройством можно забыть о длительном разогреве и о большом термопистолете.
В комплекте с паяльником «Dremel» идет:
- паяльник;
- сопло для горелки;
- два ножа разного размера;
- рефлекторная и щелевая насадка.
Для удобства пользования к устройству прилагается несколько ключей для смены насадок, защитный колпак для механизма и припой для пайки.
Отверстием довольно удобно , и их можно устанавливать, без участия рефлекторных насадок.
Заправляют устройство бутаном для зажигалок на газу. Одной заправки паяльника «Dremel» хватает на час работы.
Видео
Это устройство для бытового использования. Профессиональные аналоги стоят от 5 тыс. рублей и больше. Пайка с таким инструментом превращается в удовольствие.
Как паять медные трубы, и то, что этот способ очень эффективный понятно. Ведь для этого не нужно дорогого спецоборудования. Важно и то и структура самого материала остается неизменной.
В итоге выходит прочный и надежный стык, который будет служить вечность. Главное при работе соблюдать технологию и действовать аккуратно.
Решили использовать медные трубы в обустройстве системы водопровода? Хотите создать в ванной интересный стиль стимпанк, но не знаете, как паять медные трубы? Руководство по выполнению работ для новичков предложено в материале ниже.
Медь, хоть и отличается высокой стоимостью в отличие от полимеров, все же представляет собой качественный материал для устройства водоснабжающей коммуникации. К преимуществам меди можно отнести высокую прочность, эстетическую привлекательность, неподверженность коррозии, склонность к эксплуатации при высоком давлении и отличную теплопроводность. Медный трубопровод будет работать верой и правдой не один десяток лет.
Медь - мягкий металлический сплав, который еще в древние времена с удовольствием использовали чеканщики для своих работ. Сегодня медь не менее востребована. Трубы из такого сплава - неотъемлемая часть систем отопления и кондиционирования. Водопровод также может быть устроен с использованием медных элементов.
Для монтажа магистрали используют метод пайки, в процессе которого элементы меди соединяются с припоем. Этот материал из мягких видов металлов расплавляется под воздействием определенных температур и формирует единое герметичное соединение.
Важно: пайка медных труб своими руками - задача не сложная. Главное правильно подобрать припой и определить температуру пайки. При этом стоит знать, что при своей высокой стоимости медные трубы не требуют дополнительных соединительных элементов. То есть медь можно соединить в единую магистраль и при этом сэкономить на покупке фитингов, муфт и пр.
О том, как паять медные трубы, и как это сделать правильно в домашних условиях, в нашем материале ниже с подробной видео-инструкцией.
Методы паяния труб из меди

- Низкозмпературный способ . Самый часто используемый в домашних условиях. Здесь пайка происходит с использованием мягкого припоя из олова, свинца или их сплавов с добавлением серебра. Температура пайки может достигать максимум 450 градусов при выполнении работ.
- Высокотемпературный метод . Его еще называют пайка медных труб твердым припоем. В этом случае чтобы расплавить припой и добиться соединения элементов магистрали нужно достичь температуры нагрева горелки в пределах 600-900 градусов.
Инструменты, необходимые для выполнения работ

- Труборез . Необходим для идеально ровного реза участков трубы перед пайкой. Благодаря такому инструменту внутренний просвет трубы и её окружность при резке не нарушаются.
- Фаскосниматель . Используется для зачистки края среза и его закругления вовнутрь трубы для качественного стыкования водопроводной магистрали из нескольких кусков трубы.
- Труборасширитель . Его применяют в том случае, если спаивание медных труб водопровода будет проводиться без применения фитингов и муфт. Труборасширитель расширяет один конец трубы до нужного диаметра таким образом, чтобы в него плотно входит отрез другой тубы.
- Щетка и ерш для качественной зачистки спаянных труб от окиси.
- Отражатель . Рабочий элемент, который крепят на сопло горелки, чтобы пламя не повредило другие близрасположенные предметы.
- Газовая горелка . Именно она подаёт пламя на участок спаиваемой тубы.
О том, какую именно горелку нужно подготовить, разбираем ниже.
Горелка газовая

Для того чтобы правильно спаять водопроводные трубы из меди, нужно заготовить соответствующий тип горелки. Они делятся на несколько видов:
- Приспособление с одноразовым баллоном для бытового применения;
- Горелка с установленным стационарным баллоном;
- Ацетилен-кислородная горелка, пригодная для пайки труб из меди. Именно её и нужно отыскать для выполнения работ.
В свою очередь горелка для плавления припоя и пайки меди может отличаться мощностью. Выбирать нужно в зависимости от того, каким припоем вы будет работать (мягким или твёрдым).
- Для пайки мягким припоем можно брать маломощную полупрофессиональную горелку с газом термофеном. Такой инструмент развивает температуру до 650 градусов при горении пламени. Отличительная особенность такого приспособления в том, что здесь можно регулировать температуру подачи пламени, и она при этом будет оставаться заданно-стабильной.
- Пайку медных труб водопровода твёрдым припоем можно проводить только профессиональными горелками.
Припой

Для выполнения надёжной пайки необходимо приобрести припой. Он бывает двух видов - твёрдый и мягкий.
- Твёрдый припой производят в форме длинных стержней. Такой припой можно использовать для пайки труб горячего водопровода, газоснабжения, кондиционирования или для магистрали, работающей при высоком давлении. Температура пайки такого припоя достигает 900 градусов. Самыми распространенными видами твёрдого припоя считаются медно-фосфорный самофлюсующийся сплав Cu94 P6 и сплав Cu92 P6 Ag2 с добавкой серебра из фосфора и меди.
Важно: такой твёрдый припой имеет в своём составе 6%-ную добавку фосфора, что снижает температуру пайки до 750 градусов.
- Припой мягкий производят в форме тонкой проволоки диаметром 2-3 мм. Такой припой применяют при пайке водопровода своими руками в быту.
- Существует также специальная паста, именуемая флюс. Выпускается в банках. Её необходимо использовать для качественной очистки стыков труб, снятия окиси со шва после пайки и улучшения характеристик плавления припоя. При этом флюс бывает как для пайки при высоких температурах (свыше 450 градусов), так и для пайки при низких температурах (до 450 градусов).
Важно: флюс способствует лучшему сцеплению припоя с медью.
Помимо всех инструментов, припоя и флюса необходимо также подготовить фитинги, если есть необходимость осуществлять повороты и изгибы водопроводной магистрали. Все фитинги имеют регламентированный диаметр и соответствуют ГОСТ. Стоимость фитингов и переходников достаточно демократична.
Выполняем пайку труб
Технология пайки медной магистрали выглядит таким образом:
- Труборезом отрезаем нужные участки трубы и зачищаем края фаскоснимателем.
- Если будет использоваться фитинг, то и его края, и края тубы качественно обезжириваем. Если фитинг не используется, то край одной трубы расширяем труборасширителем.
- Примеряем детали для обзора ровности стыков.
- Теперь края туб обрабатываем тонким слоем флюса со стороны стыков.
Важно: если будет проводиться высокотемпературная пайка с использованием самофлюсующегося припоя, то здесь флюс не нужен.
- Теперь включаем газовую горелку и качественно прогреваем трубы в местах стыков до заданной температуры.
- После этого в места зазоров укладываем припой. При этом стоит следить за тем, чтобы припой плавился строго от нагретой трубы, а не от пламени горелки. Края туб тщательно прижимаем.
- После того как тубы остынут, удаляем остатки флюса и окиси с медной поверхности тряпочкой.
Важно: стоит знать, что прогревание тубы и плавление припоя происходят в течение 5 минут. Поэтому важно не перегреть трубы.
Совет: если паяются два близко расположенных друг к другу участка трубы, то уже обработанную часть магистрали нужно охладить смоченной в холодной воде ветошью. Иначе есть риск, что спаянное соединение при нагреве следующего участка трубы разойдётся под воздействием высокой температуры.
Избегаем ошибок

При пайке медных туб мастера-новички часто допускают ряд распространенных ошибок. Таковыми являются:
- Слабый прогрев элементов магистрали, вследствие чего плавление припоя происходит неполностью. Такое соединение разрушится при любой нагрузке.
- Чрезмерный перегрев медного сплава, наоборот, ведет к разрушению слоя флюса. Это, в свою очередь, приведет к образованию окиси и окалины на поверхности металла. Такой эффект также приведет к разрушению соединения.
- Игнорирование мер безопасности. Поскольку работа ведется с химическими элементами и при высоких температурах, то следует надевать защитные перчатки и маску.
- Собираясь проверить соединение, стоит убедиться, что туба в месте пайки остыла.
- При процедуре пайки стоит обеспечить хорошую вентиляцию помещения. Этого требует технология выполнения работ, поскольку пайка выполняется с применением агрессивных кислотных веществ.
- Защитная одежда из грубой ткани также не будет лишней, поскольку есть риск попадания на тело искр пламени и частичек припоя, что может привести к ожогу.
Совет: если сомневаетесь в правильности прогрева труб до нужной температуры, пригласите опытного мастера для получения практики. Профессионал точно знает, в течение какого времени медь прогревается до определенных температур.
Видео: технология спаивания медных туб
Необходимость в пайке медных труб, выполнить которую совсем несложно, если учитывать все особенности данного процесса, возникает в тех ситуациях, когда требуется осуществить монтаж или ремонт систем водоснабжения и кондиционирования, где они используются. Пайка медных труб своими руками или силами привлеченных профессионалов - это отличная возможность создать в своем доме или квартире систему подачи воды, которую многие специалисты называют вечной.
Суть процесса
Трубопровод, созданный таким образом, за счет использования при его монтаже труб из меди, отличается высокой надежностью и исключительной долговечностью. Конечно, такая система имеет достаточно высокую стоимость, но она полностью оправдана теми уникальными характеристиками, которыми обладает. Что важно, использовать трубы из меди можно как в водопроводных, так и в отопительных системах. И в том, и в другом случае, они демонстрируют высочайшую надежность и долговечность.
Наиболее простым и самым надежным способом монтажа таких систем является пайка медных труб. Эта технология соединения применяется уже достаточно давно, она хорошо изучена и не вызывает особых проблем при практической реализации. Суть такого метода заключается в том, что стык между соединяемыми деталями заполняется специальным составом, который называется припоем. Для того чтобы припой для пайки медных труб мог попасть и заполнить собой стык между деталями, его расплавляют под воздействием высокой температуры. После того как нагрев припоя прекращается, и он уже полностью заполнил будущий шов, он застывает, образуя надежное, герметичное и долговечное соединение.
Пайка меди удобна еще и тем, что при необходимости соединенные элементы трубопровода всегда можно легко разъединить. Для этого достаточно нагреть место соединения, чтобы сделать припой мягким и податливым.

Что необходимо для пайки труб из меди
Пайка медных труб, своими руками выполнить которую совсем несложно, не требует дорогостоящего оборудования и каких-то особых материалов. Для того чтобы правильно ее осуществить, вам понадобятся следующие приспособления.

Кроме флюса, припоя и других основных элементов, для выполнения пайки труб из меди понадобятся и дополнительные инструменты, найти которые можно в каждой мастерской или гараже. Чтобы паять или варить изделия из меди, дополнительно приготовьте:
- обычный маркер;
- рулетку;
- строительный уровень;
- небольшую кисточку с жесткой щетиной;
- молоток.
Перед началом работ важно также решить, как паять медные трубы. Основных вариантов может быть два: пайка меди твердым припоем (используется реже) и применение припоя мягкого типа. При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя. Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае.

Технология пайки медных труб
Паять или варить и отопления, кондиционеров и любых других устройств, достаточно несложно. Алгоритм выполнения такой операции выглядит следующим образом.
- Сначала необходимо отрезать кусок трубы требуемой длины, для чего используется труборез. Очень важно располагать инструмент перпендикулярно к оси трубы, чтобы рез получился максимально ровным.
- После того как труба будет отрезана, ее необходимо зачистить. Для очистки поверхности изделия используют металлическую щетку, а ее торец освобождают от заусениц и металлической пыли при помощи ершика. Ни в коем случае нельзя использовать для этих целей наждачную бумагу, так как она оставит на поверхности трубы мелкий песок, который ухудшит сцепление припоя с основным металлом.
- Для какой бы цели вы не паяли трубы из меди, для кондиционеров, холодильников или систем отопления, край одной из них необходимо расширить. Увеличить диаметр конца одной из труб следует до такого значения, чтобы другой конец спокойно входил в него, оставляя лишь небольшой зазор.
- Расширенный конец трубы также следует зачистить, используя для этого металлическую щетку, но не наждачную бумагу или чистящую пасту.
- Перед началом пайки на конец трубы меньшего сечения следует нанести флюс. Очень важно равномерно распределить флюс при его нанесении, в противном случае его избыток попадет внутрь трубы и образует там застывшие капли, которые будут создавать шум при движении по ней жидкости.
Подготовленные концы труб перед пайкой следует вставить друг в друга, после этого можно приступать к пайке, вытерев избытки флюса влажной тряпкой. Чтобы соединение получилось качественным и надежным, необходимо прогреть соединяемые трубы перед началом использования припоя. Нагрев может считаться достаточным тогда, когда нанесенный на одну из труб флюс станет серебристого цвета.
После предварительного разогрева места соединения к нему подносят припой, который от высокой температуры начинает плавиться и заполнять пространство стыка. Способствует процессу и принцип капиллярности, за счет которого расплавленный припой заполняет зазор между трубами. Пайку заканчивают в тот момент, когда он полностью заполняет собой промежуток между соединяемыми трубами. Очень хорошо такой процесс просматривается на видео, которое снимают многие специалисты.
После окончания пайки трубам следует дать остыть и ни в коем случае не подвергать их механическому воздействию. Остывший шов можно протереть влажной тряпкой, чтобы удалить с него остатки флюса.
Теперь вы знаете, как паять медные трубы. Более наглядно изучить процесс пайки позволит видео ниже.
Использование труб из меди и ее сплавов давно уже не выглядит чем-то необычным при обустройстве современных отопительных систем: таким образом все чаще оснащаются магистрали по транспортировке воды и газа, современные системы кондиционирование воздуха и холодильные установки различного типа. Проводя монтажные работы, важно знать, как правильно паять медные трубы.
Как соединяют медные трубы
При формировании неразъемных соединений из изделий данного типа в основном используется пайка. Этот давно известный метод стыковки медных изделий реализуется за счет насыщение контактной зоны специальным расплавленным сцепляющим раствором – припоем.

Изучая то, как спаять медные трубы, важно помнить, что для надежного сварочного контакта температура плавления припоя должна лишь немногим уступать аналогичном параметру соединяемых трубок. Проводя самостоятельную пайку медного трубопровода, важно соблюдать особенную аккуратность. Лучше всего перед этим хорошо изучить технологию, как сваривать медные трубы.
Достоинства сварного метода соединения медных труб
Медные сварные соединения имеют множество положительных отзывов относительно своей надежности, что делает их еще популярнее.
Среди наиболее значительных положительных качеств медной пайки можно выделить следующее:
- Сварные медные изделия получаются очень прочными и долговечными.
- Медь относится к наиболее простым в обработке и доступным материалам.
- Сварочный контакт имеет очень значительный простор при выборе наиболее подходящих условий – т.н. «регулировка режима сварки».
- Обустраивая соединение методом пайки, нет необходимости в наличии стандартных переходников и фитингов. Таким образом достигается заметная экономия финансов при организации системы отопления.
Какая бывает пайка, и какой инструмент необходим
Проводя специальные операции по свариванию труб разного сечения, в основном применяют такие температурные режимы:
- Высокотемпературный . Предусматривает термический прогрев участка плавления до +900 градусов. Обычно таким образом паяют заготовки, находящиеся под постоянными нагрузками.
- Низкотемпературный . Этот режим особенно подходит для бытового применения. Рабочая температура по линии контакта обычно не превышает в этом случае +450 градусов.

Чтобы процесс соединение трубок методом пайки происходил максимально комфортно, для этого понадобится наличие следующего инструмента:
- Специального захвата-трубореза, для получения ровного среза трубы по месту ее будущей стыковки.
- Оборудования для снятия фасок и удаления заусенец.
- Особенного расширительного приспособления, с помощью которого проводится подготовка места стыковки нужной глубины. Этот показатель обычно соотносим с диаметром стыкуемых труб.
- Сварочного аппарата или газовой горелки. Они и служат инструментом для пайки труб из меди.
- Термического фена, который быстро разогревает стыковочные участки до +650 градусов. Применяется в тех случаях, когда работа проводится легкоплавким припоем. Данный сварочно-разогревающий аппарат дает возможность достигать простого соблюдения требуемого температурного режима по месту пайки, с возможностью поддержки его в требуемых пределах. Как правило, в комплектацию приспособления входят сменные насадки, дающие возможность направлять горячий воздух строго на нужный участок трубопровода.

Припои для пайки в домашних условиях
Такое название используется для обозначения припоев с высоким уровнем тугоплавкости. Внешне они имеют вид длинных стержней с произвольным профилем, что очень удобно в том случае, когда металл разогревают непосредственно в области пайки до температуры +900 градусов.

Что касается т.н. «мягких» припоев, то с их помощью проводится низкотемпературная обработка медных изделий в домашних условиях. Чаще всего они выглядят, как очень тонкие проволочки, изготовленные на основании олова, свинца, цинка и их сплавов. Такая форма припоя очень удобна при решении вопроса, как спаять медные трубки в домашних условиях.
Как правильно паять, используя флюс
Чтобы самостоятельно паять медные трубки, важно максимально упростить этот процесс. Специально для этого практикуется применение специальных пастообразных или жидких веществ, называемых флюсами.

При помощи данных химических реактивов могут достигаться следующие цели:
- Перед тем, как сварить медную трубку, с зоны пайки удаляются вредные окислы и другие препятствующие качественному соединению вещества.
- Рабочая зона получает дополнительную защиту от кислородного воздействия, которым обычно богата окружающая среда. Этим самым используемые для пайки вещества сохраняются от вступления в ненужные в данном случае химические реакции.
- Флюсы очень удобны для формирования наиболее подходящих условий, позволяющих припою максимально равномерно распределяться по всей области стыковки. Как результат, медное соединение получает необходимую стойкость к термическому и вибрационному воздействию, что предохраняет его от появления пропусков и протечек.
- Степень адгезии медной трубы и припоя, благодаря содержащимся в составе флюсов компонентам, достигает необходимого уровня качества. Особенно это важно в том случае, если магистраль переживает воздействия на разрыв.
Соблюдение нужной температуры во время работы позволяет разогретому припою равномерно покрывать все части соединяемых заготовок, что обеспечивает соединению нужную степень надежности. Когда зона пайки остынет, ее очищают от всех излишков припоя.